慢回弹海绵(记忆棉)主流是聚醚型聚氨酯,核心是 “低温发泡 + 可控慢回弹配方 + 充分熟化”。工业上分两大路线:箱式大块发泡(做板材)、模塑成型(做异形件)。下面
海绵厂小编讲解一下慢回弹海绵的工艺流程与关键参数。
一、核心原料(配方决定回弹与手感)
聚醚多元醇:主体,决定柔软度、慢回弹、耐水解
异氰酸酯(MDI/TDI):与多元醇反应,形成聚氨酯骨架
水(发泡剂):产生 CO₂,形成泡孔;慢回弹常用低水量→高密度、回弹更慢
硅油(表面活性剂):稳定泡孔,防止塌陷 / 粗大孔
催化剂:
胺催化剂:控制发泡速度
锡催化剂:控制凝胶 / 固化速度(慢回弹需凝胶偏慢)
助剂:色浆、抗老化剂、阻燃剂等
二、完整工艺流程(箱式发泡 → 板材)
1. 原料预处理与精确配料
原料恒温:25–30℃(料温不稳会导致回弹不一致、烧芯)
按密度 / 硬度配方精准称重(误差 < 0.5%)
聚醚 + 水 + 硅油 + 催化剂先预混(A 料);异氰酸酯单独(B 料)
2. 高速混合(关键:均匀不裹气)
A、B 料送入高压发泡机,1500–2000rpm高速搅拌
混合时间:3–8 秒,料液均匀、无气泡团、温度≤32℃
温度过高→反应暴冲、烧芯、回弹失效
3. 浇注发泡(箱式自由发泡)
混合料连续注入移动发泡箱(长 × 宽 × 高:如 6m×2m×1.2m)
料液在箱内自由上升发泡,时间约60–120 秒
环境温度:20–25℃;避免风直吹(表面结皮、内部空洞)
4. 熟化(最影响稳定性:必须够久)
发泡块在箱内常温静置 24 小时,再入熟化房
熟化:50–60℃,8–12 小时(内外固化一致,切割不掉渣)
冷却:自然降温至室温(24 小时),再加工
5. 切片 / 成型
大块用数控切割机切成所需厚度(如 5mm、10mm、20mm)
可进一步加工:波浪纹、蛋托、异形、模压等
6. 后处理与检验
去除表皮硬边、毛刺
检验:密度、硬度、回弹时间(3–10 秒)、压陷力、气味
包装:PE 袋 / 纸箱,防潮、防压、防暴晒
三、模塑成型工艺(异形件:鞋垫、枕头、内衬)
模具准备:模具加热至40–60℃,喷水性脱模剂
注模:混合料注入模具(闭合 / 开模),低压浇注
模内发泡 + 熟化:50–60℃,5–15 分钟,定型固化
脱模:开模取出,修边
后熟化:常温 24 小时,稳定回弹与尺寸
四、关键工艺参数(直接决定品质)
料温:25–30℃(±1℃)
模温(模塑):45–55℃
搅拌转速:1500–2000rpm
发泡时间:60–120 秒
熟化时间:常温 24h + 55℃ 10h
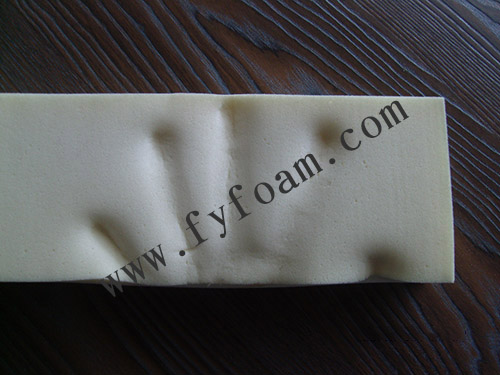
回弹时间:3–10 秒(慢回弹典型)
密度:30–80kg/m³(常见 40–60)
五、常见缺陷与原因(生产必看)
回弹慢 / 不回弹:催化剂比例错、熟化不足、料温低
塌陷 / 软塌:硅油不足、水量高、搅拌裹气、熟化不够
烧芯 / 发黄:料温高、模温高、熟化过久、配方反应过快
掉渣 / 易断:熟化不足、切割温度低、泡孔结构差
气味大:异氰酸酯残留、熟化不充分、原料纯度低



 公司地址东莞市塘厦镇隔水巷124号
公司地址东莞市塘厦镇隔水巷124号
 公司电话13790107933 / 13433027784
公司电话13790107933 / 13433027784
 E-mailfonyi2@163.com
E-mailfonyi2@163.com

 电话咨询
电话咨询
 QQ咨询
QQ咨询
 手机站
手机站

